
La guía definitiva de 2026 sobre envases flexibles para aperitivos
Centro de conocimientos sobre embalajes

Si busca soluciones de automatización de envases, póngase en contacto con nosotros y estaremos encantados de ofrecerle la solución más adecuada a sus necesidades.
En el panorama actual de los snacks, el envase es el producto en sí. Para el consumidor, el chasquido al abrir una bolsa con nitrógeno líquido o la textura de una bolsa con acabado mate constituyen la primera impresión de la marca. Para el fabricante, sin embargo, el envase representa una compleja intersección entre la ciencia de los polímeros, la sincronización mecánica de alta velocidad y la volatilidad de los mercados de materias primas. Esta guía explora el mundo multidimensional del envasado de snacks y ofrece un modelo para alcanzar la excelencia operativa.
¿Por qué el embalaje flexible es el principal motor de rentabilidad en el mercado mundial de aperitivos?
El embalaje flexible es el "multiplicador de eficiencia" definitivo, ya que ofrece una ventaja de 5:1 en la relación peso-producto con respecto a los formatos rígidos, lo que se traduce directamente en una reducción del 35-40% en la huella de carbono total y los gastos generales de logística.
La rentabilidad de una marca de snacks a menudo se decide en la "última milla" de la cadena de suministro. Los envases flexibles, compuestos por películas, láminas y laminados especializados, permiten optimizar el espacio en los contenedores de envío. A diferencia de las latas o frascos rígidos, que se envían vacíos y ocupan un volumen fijo cuando están llenos, las bolsas flexibles se envían en rollos planos. Un solo palé de película flexible puede producir la misma cantidad de paquetes que entre 15 y 20 palés de envases rígidos preformados.
Además, la relación barrera-peso de las películas coextruidas modernas permite proteger las grasas y aceites sensibles de los aperitivos sin el grosor excesivo de los materiales tradicionales. Al reducir el peso del envase primario, las marcas pueden evitar el impuesto al plástico que se aplica en muchos mercados europeos y asiáticos, convirtiendo un obstáculo normativo en un ahorro real.
¿Cuáles son las tendencias globales innegociables en el envasado flexible de aperitivos para el periodo 2025-2026?
El próximo ciclo se define por la "Sostenibilidad Funcional" y la "Hiperpersonalización", donde el embalaje debe desempeñar un doble papel como protector de alta barrera y embajador digital de la marca.
- El auge del "branding táctil": Más allá de los gráficos visuales, las marcas utilizan recubrimientos suaves al tacto y texturas con efecto arenado para crear una sensación premium al tacto. Se ha demostrado que esta retroalimentación táctil aumenta el "tiempo de permanencia" (el tiempo que un consumidor sostiene un producto en la tienda) en un 15%, lo que incrementa significativamente las tasas de conversión.
- Indicadores inteligentes de frescura: Estamos viendo la integración de "Indicadores de Tiempo-Temperatura" (ITT) directamente en el film. Estas etiquetas inteligentes cambian de color si el snack ha estado expuesto a temperaturas que podrían comprometer la estabilidad del aceite, lo que proporciona una garantía de calidad.
- Personalización masiva mediante impresión digital: La era de los pedidos mínimos de 100 000 unidades está llegando a su fin. La impresión digital permite a las marcas de snacks lanzar "microcampañas" —como sabores localizados o envases específicos para eventos— sin el coste de los cilindros de huecograbado de cobre.
¿Cómo influyen el diseño del envase de los snacks y la psicología del color en el comportamiento de compra del consumidor?
El envase más eficaz para snacks convierte la atención visual en una decisión de compra en tan solo tres segundos, gracias a la psicología del color, los acabados táctiles y la transparencia estratégica. Las marcas que pasan de los tradicionales envases de alto brillo a acabados mate suaves al tacto experimentan un aumento constante en el valor percibido, mientras que la implementación de ventanas transparentes con protección UV satisface la demanda del consumidor de transparencia en los ingredientes sin comprometer la estabilidad lipídica del snack.
Para comprender por qué estas señales visuales y táctiles son tan poderosas, debemos analizar cómo el cerebro humano procesa los entornos comerciales. En un pasillo abarrotado de supermercado, los consumidores experimentan una sobrecarga cognitiva. Su empaque debe funcionar como un atajo cognitivo.
El poder subconsciente de la codificación por colores y los acabados
Las categorías de snacks tienen lenguajes de color muy arraigados. Los sabores a barbacoa se asocian universalmente con rojos y naranjas intensos, mientras que los sabores a sal marina o los sabores originales se basan en azules nítidos. Si bien romper estas reglas visuales puede generar una presencia llamativa en el estante, también obliga al consumidor a pensar más, lo que puede aumentar inadvertidamente el abandono del producto.
Más allá del color, el acabado físico de la película determina el posicionamiento del producto en el mercado. Los laminados de alto brillo reflejan la iluminación intensa de los supermercados y se asocian inconscientemente con productos de consumo masivo, con alto contenido de azúcar o económicos. Por el contrario, un acabado mate absorbe la luz, comunicando instantáneamente una calidad superior, orgánica o artesanal. Esta mejora táctil por sí sola puede justificar un sobreprecio del 10-15% en la mente de los consumidores.
¿Cómo lograr una transición hacia envases sostenibles sin sacrificar la vida útil de los snacks?
Para lograr una transición exitosa, se requiere un cambio de "laminados multimateriales" a "monomateriales de alta barrera" (totalmente PE o totalmente PP), utilizando recubrimientos de nanoarcilla o AlOx (óxido de aluminio) para replicar la protección contra la humedad y el oxígeno del papel de aluminio.
El "Santo Grial" del envasado de aperitivos es una bolsa 100% reciclable que mantiene las patatas fritas crujientes durante 12 meses. Tradicionalmente, esto requería una capa de PET (para mayor resistencia), papel de aluminio (como barrera) y PE (para sellar). Dado que estos materiales no se pueden separar, acaban en vertederos.
El estándar de 2026 es MDO-PE (polietileno orientado en la dirección de la máquina) . Al estirar la película de PE durante la producción, los fabricantes alinean las cadenas de polímero, lo que le confiere la rigidez y la resistencia al calor del PET, sin dejar de formar parte del "flujo de reciclaje de PE". Combinadas con un recubrimiento delgado de AlOx, estas bolsas monomateriales alcanzan una tasa de transmisión de oxígeno (OTR) inferior a 0,1 cc/m²/día, igualando el rendimiento de las láminas tradicionales no reciclables.
¿Cuáles son los requisitos básicos de propiedades de barrera para los envases flexibles de aperitivos?
La ingeniería de envasado de aperitivos debe resolver la "triple amenaza": la entrada de humedad (pérdida de textura crujiente), la exposición al oxígeno (oxidación de lípidos) y la degradación por luz ultravioleta (pérdida de vitaminas y color).
- WVTR (Tasa de Transmisión de Vapor de Agua): Para snacks higroscópicos como los buñuelos extruidos, la WVTR debe ser inferior a 0,5 g/m²/día. Incluso un aumento del 1 % en la humedad interna puede generar una percepción de "mal estado" por parte del consumidor.
- Tasa de transmisión de oxígeno (OTR): Los aperitivos fritos contienen grasas insaturadas. Si la OTR supera 1,0 cc/m²/día, los niveles de hexanal (el marcador químico de rancidez) aumentarán drásticamente en 90 días.
- Transmisión de luz: En el caso de los aperitivos que contienen colorantes naturales (como la cúrcuma o el pimentón), la luz ultravioleta provoca una rápida decoloración. Las capas metalizadas de alta opacidad son esenciales para mantener el atractivo visual del producto al abrirlo.
¿Cómo mejoran las máquinas de formado, llenado y sellado horizontal (HFFS, por sus siglas en inglés) la eficiencia del envasado de aperitivos?
La máquina HFFS es el "corazón" de la línea de producción; su capacidad para mantener una tensión constante de la película y un sellado térmico preciso determina la OEE (Eficacia General de los Equipos) de toda la planta.
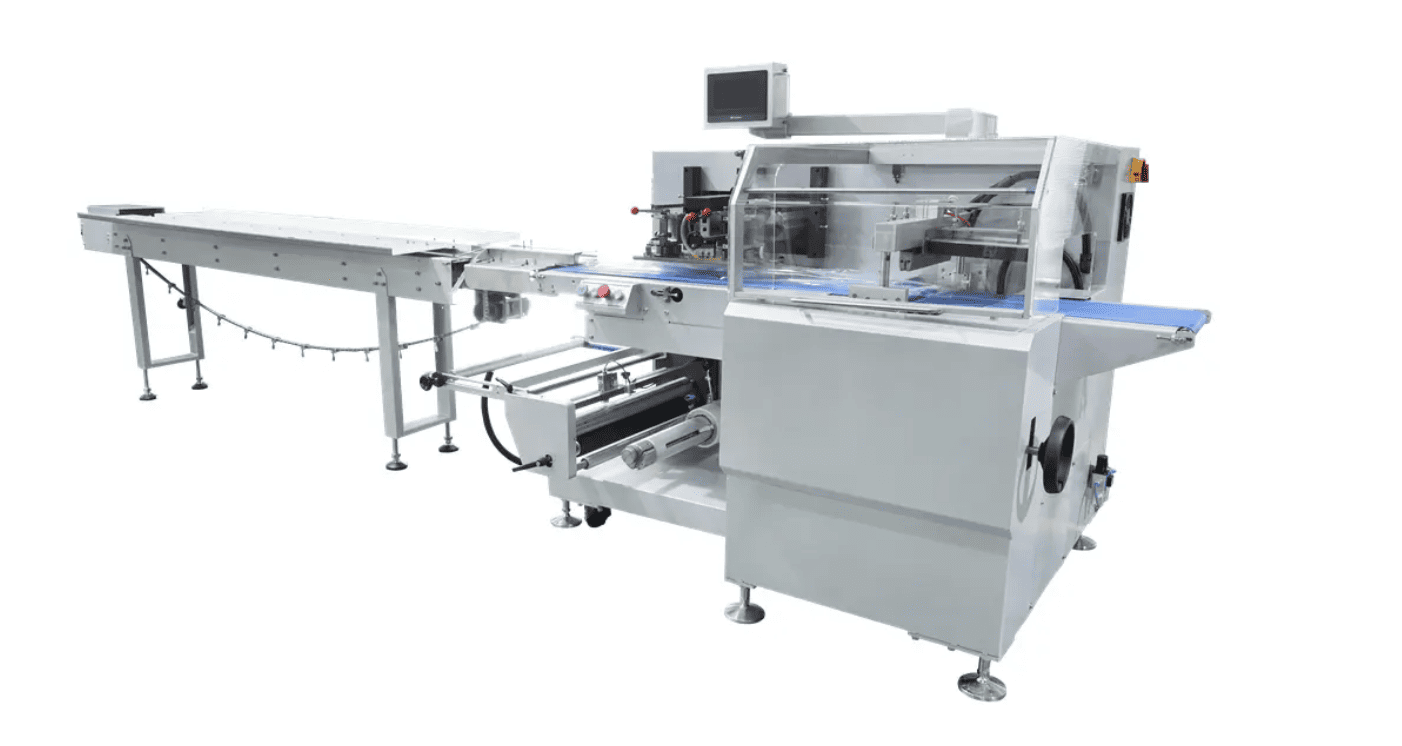
Los sistemas HFFS modernos, como los desarrollados por Soontrue, utilizan la tecnología de servoaccionamiento independiente (ISD) . A diferencia de las máquinas mecánicas accionadas por levas, la tecnología ISD permite ajustar digitalmente cada eje (alimentación, tracción, sellado y corte).
- Control de tensión: Para películas delgadas y sostenibles que tienden a estirarse, la máquina utiliza "células de carga" para proporcionar información en tiempo real, asegurando que la película no se "estreche" ni distorsione los gráficos.
- Precisión de sellado: El uso de controladores de temperatura PID (proporcional-integral-derivativo) garantiza que las mordazas de sellado se mantengan dentro de ±1 °C del punto de ajuste. Esto es fundamental para los monomateriales, que tienen un rango de sellado muy estrecho en comparación con los plásticos tradicionales.
¿Qué indicadores clave deben tener en cuenta los propietarios de marcas al elegir un proveedor de envases para snacks?
Más allá del "Precio por MSF" (mil pies cuadrados), quienes toman las decisiones deben evaluar la consistencia del "Coeficiente de Fricción" (COF), la resistencia de la "Adhesión en caliente" y la capacidad de "Sellado a través de la contaminación".
- Consistencia del coeficiente de fricción (COF): Si el COF de la película varía entre lotes, la máquina presentará problemas de seguimiento. Un COF estable (normalmente de 0,20 a 0,25) es clave para trabajar a más de 200 ppm sin intervención.
- Adherencia en caliente: Se refiere a la resistencia del sellado mientras aún está fundido. En los sistemas VFFS o HFFS, el snack suele caer dentro de la bolsa inmediatamente después de sellarla. Si la adherencia en caliente es débil, el peso del producto romperá el sello inferior.
- Contaminación por contacto con el sellado: Los polvos de los aperitivos (sal, condimentos) suelen depositarse en la zona de sellado. Se requiere una capa de sellador de ionómero de alta calidad (como Surlyn) para "limpiar" dicha zona durante el proceso de calentamiento y evitar microfugas.
¿Cómo calcular el retorno de la inversión (ROI) de la automatización del envasado de snacks utilizando un modelo de coste total de propiedad (TCO)?
Un análisis real del TCO (Costo Total de Propiedad) revela que el "Precio de la Máquina" solo representa el 15% del costo operativo a 10 años; los ahorros reales se encuentran en el "Rendimiento de la Película" y la "Reducción de Desechos".
- Rendimiento de la película (reducción de espesor): Una máquina HFFS de alta gama puede procesar películas de 20 μm, mientras que una máquina de gama baja requiere 30 μm. Para una planta que opera en tres turnos, esta diferencia de 10 μm puede suponer un ahorro de 150 000 dólares anuales solo en costes de materia prima.
- Reducción de desperdicios: Al integrar la máquina de envasado con una pesadora multicabezal de 14 cabezales, el exceso de llenado se puede reducir de 5 g por bolsa a 0,5 g. En una línea que produce 10 millones de bolsas al año, esto supone un ahorro de 45 000 kg de producto.
- Sustitución de mano de obra: Una línea automatizada de Soontrue puede reemplazar 4 estaciones de envasado manual, lo que proporciona un retorno de la inversión en mano de obra directa en menos de 14 meses en la mayoría de los mercados desarrollados y en desarrollo.
¿Cómo pueden los equipos de compras reducir los costos de los envases flexibles sin sacrificar la vida útil de los snacks?
Los fabricantes de snacks pueden reducir los costos de adquisición de envases flexibles hasta en un 20 % mediante la reducción estratégica del grosor de la película, la optimización del ancho de la banda y la minimización de los desperdicios en la maquinaria. Al actualizar a resinas MDO-PE de alto rendimiento, las marcas pueden reducir el grosor de la película de 30 μm a 25 μm, lo que genera un ahorro sustancial de material y reduce los impuestos sobre la huella de carbono, manteniendo al mismo tiempo la misma resistencia a la perforación y las mismas propiedades de barrera.
La optimización del valor en los envases flexibles no consiste en encontrar al proveedor más barato, sino en eliminar las ineficiencias ocultas en la forma en que se compra y procesa el material.
La economía de la reducción del ancho de vía
Históricamente, las marcas recurrían a laminados gruesos de varias capas (a menudo de 30 a 40 micras) simplemente como medida de precaución contra perforaciones durante el transporte. Hoy en día, los avances en la ciencia de los polímeros, específicamente en el polietileno orientado en la dirección de la máquina (MDO-PE), permiten estirar y alinear las cadenas moleculares del plástico, creando una enorme resistencia a la tracción con espesores mucho menores. Reducir el espesor de una película en tan solo 5 micras puede parecer insignificante, pero para una planta que opera tres turnos al día, esta reducción del 16 % en el volumen de material se traduce en cientos de miles de dólares ahorrados anualmente. Además, un embalaje más ligero reduce significativamente los costos de flete de entrada y ayuda a las marcas a evitar los agresivos impuestos sobre el plástico de Responsabilidad Extendida del Productor (REP) en los mercados globales.
Erradicar el agujero negro de la tasa de chatarra
Los equipos de compras suelen negociar agresivamente el "Precio por Mil Pies Cuadrados" (PMC), pero ignoran las enormes pérdidas económicas que se producen en la planta durante los cambios de máquina. Cada vez que se carga un nuevo rollo de película o se ajusta un nuevo tamaño de producto, las máquinas antiguas pueden desperdiciar cientos de metros de película en perfecto estado antes de que la tensión y la temperatura se estabilicen. Al invertir en máquinas HFFS equipadas con empalme automático y memoria digital de recetas, los operarios pueden cambiar de rollo sin problemas. Esta tecnología puede reducir las tasas de desperdicio por depuración en más del 80 %, garantizando que la película que usted compra llegue a los estantes de las tiendas en lugar de terminar en el contenedor de reciclaje de la fábrica.
Optimización del ancho de la banda y de la línea de troquelado
Otro aspecto crucial para la reducción de costos es el desperdicio en los bordes. Muchos diseños de empaque tradicionales utilizan un ancho de bobina (el ancho total del rollo de película) ligeramente mayor que el del collar de formación, lo que resulta en el recorte continuo de tiras de película sobrante en los bordes. Al colaborar estrechamente con su convertidor de empaque flexible para ajustar la línea de troquelado y optimizar el diseño gráfico, a menudo se pueden reducir de 5 a 10 milímetros del ancho de la bobina. Este microajuste genera un costo de MSF permanentemente menor sin alterar el volumen interno ni el impacto visual de la bolsa de snacks final.
¿Cómo prolonga el envasado en atmósfera modificada (MAP) la vida útil de los aperitivos ricos en grasas?
El envasado en atmósfera modificada (MAP) es el "conservante silencioso", ya que sustituye el oxígeno del interior de la bolsa por un gas inerte (nitrógeno) para reducir el nivel de oxígeno residual a menos del 1%, deteniendo así eficazmente el proceso de rancidez oxidativa.
Para aperitivos como las nueces de macadamia o las patatas fritas cocinadas en caldera, el oxígeno es el enemigo. El proceso MAP implica una "inyección de gas" justo antes del sellado final.
- La "prueba del olfato": Sin atmósfera modificada (MAP), los aperitivos ricos en grasas desarrollan un olor a cartón en 4 semanas. Con el envasado en atmósfera de nitrógeno, ese mismo producto se mantiene como "fresco de fábrica" durante 12 meses.
- Integridad estructural: El gas también actúa como una "almohadilla", evitando que el producto se aplaste durante la paletización. El principal desafío de ingeniería es garantizar una tasa de reemplazo de gas constante; las máquinas Soontrue utilizan una lanza de flujo laminar para asegurar una pureza del 99 % de nitrógeno dentro de cada bolsa.

¿Cuáles son los desafíos específicos del envasado de snacks "más saludables" (BFY, por sus siglas en inglés)?
Los snacks BFY, como los palitos de verduras, los bocaditos inflados con proteínas y los racimos cetogénicos, suelen tener perfiles químicos únicos que requieren un "envasado activo" especializado y una manipulación de bajo impacto.
- Ingredientes higroscópicos: Muchos snacks BFY utilizan proteína de guisante o harina de garbanzo, que son muy sensibles a la humedad. Esto requiere un laminado de "barrera ultra alta" (UHB).
- Fragilidad: Los snacks proteicos inflados suelen ser más quebradizos que los snacks a base de maíz. La máquina HFFS debe configurarse con rampas de baja caída y puntos de transferencia de tacto suave para evitar que el producto se convierta en partículas finas (polvo) antes de llegar al consumidor.
- Compatibilidad con etiquetas limpias: Dado que las marcas BFY evitan los conservantes químicos, el envase debe cumplir al 100% con la función de conservación, por lo que la integridad del sellado es fundamental.
El futuro del envasado flexible de snacks: ¿Hacia dónde se dirigen la IA y el envasado personalizado?
La "Fábrica Inteligente" de 2030 contará con un "Mantenimiento Predictivo" impulsado por IA y un "Embalaje Dinámico", donde la máquina ajusta sus propios parámetros en función de la humedad y el grosor del rollo de película entrante.
- Sistemas de visión con IA: En lugar de realizar comprobaciones manuales aleatorias, las cámaras con IA inspeccionarán el 100 % de los sellos a 400 PPM, identificando "fugas de canal" microscópicas que el ojo humano no puede ver.
- El "Gemelo Digital": Los fabricantes realizarán una simulación digital del proceso de envasado incluso antes de cargar la película física, prediciendo con exactitud dónde podrían producirse arrugas o perforaciones.
- Integración en la economía circular: Los envases del futuro incluirán "Pasaportes Digitales de Producto" (PDP). El consumidor escanea la bolsa y su teléfono inteligente le indica exactamente en qué contenedor local debe depositarla, según la mezcla de polímeros utilizada.
¿Cómo se solucionan los defectos comunes en los envases flexibles, como las microfugas y el arrugamiento de la película?
La mayoría de los defectos en el envasado de aperitivos, como microfugas, arrugas en la película y deslaminación de capas, se deben a una calibración incorrecta de la temperatura del controlador PID, una tensión inconsistente de la banda o la incompatibilidad química entre los aceites del aperitivo y los adhesivos de laminación. Para solucionar estos problemas, se requiere una auditoría sistemática de la presión de las mordazas de sellado de la máquina HFFS, sensores de guiado de bordes en tiempo real y la integración de selladores de ionómero para eliminar la contaminación por partículas.
Incluso con películas de la más alta calidad y maquinaria de última generación, las líneas de envasado de snacks de alta velocidad inevitablemente experimentarán problemas operativos. Saber cómo diagnosticar y resolver estos defectos rápidamente es clave para mantener un alto índice de Eficiencia General de los Equipos (OEE).
Diagnóstico de microfugas y fallos en los sellos
Cuando una bolsa de patatas fritas envasada al vacío pierde su forma en pocos días, se trata de un fallo catastrófico que provoca el rechazo inmediato del consumidor. Las microfugas suelen producirse en los sellos de los extremos o en el sello posterior. El primer paso para el diagnóstico es comprobar los controladores de temperatura PID (Proporcional-Integral-Derivativo). Si las mordazas de sellado fluctúan más de ±2 °C, el polímero no se fundirá de forma uniforme. Sin embargo, si la temperatura es estable, la causa casi siempre es la contaminación por partículas. El polvo de los aperitivos, como el queso en polvo o la sal fina, suele depositarse en la zona de sellado antes de que se cierren las mordazas. Para solucionar esto, los fabricantes deben cambiar a una capa de sellado de ionómero de alto rendimiento (como Surlyn), que posee la capacidad química única de fundirse alrededor de los contaminantes y encapsularlos, creando un sellado hermético incluso a través de una gran cantidad de polvo de condimentos.
Corrección de arrugas en la película y deriva de seguimiento
Si el logotipo de la marca se imprime descentrado o la bolsa presenta arrugas antiestéticas, la máquina tiene una tensión de banda deficiente. Las arrugas se producen cuando la película se estira de forma desigual sobre el collar de formación. Los operarios deben inspeccionar inmediatamente los ajustes de tensión de desenrollado y asegurarse de que los rodillos tensores se muevan libremente. Además, la acumulación de fricción en el collar de formación (a menudo causada por la electricidad estática que atrae el polvo) puede arrastrar la película. La instalación de barras ionizantes y el uso de sensores automáticos de guiado de bordes mantendrán la película perfectamente alineada, eliminando el problema de la "marca de desplazamiento" que provoca que la cuchilla de corte atraviese los gráficos.
Resolviendo el misterio de la delaminación
La deslaminación se produce cuando las capas de una película compuesta se separan como las de una cebolla. Esto no solo perjudica la estética, sino que destruye por completo las barreras contra el oxígeno y la humedad. Este defecto rara vez se debe a un problema de la máquina; se trata de una falla química. Los alimentos muy ácidos o grasos pueden provocar una migración agresiva de lípidos, que se filtran a través de la capa interna de polietileno y atacan el adhesivo de laminación. Si se produce la deslaminación, los equipos de control de calidad deben solicitar un análisis FTIR (Espectroscopia Infrarroja por Transformada de Fourier) a su proveedor para identificar el punto exacto de la falla química, lo que generalmente requiere la actualización a un sistema adhesivo más robusto, sin disolventes y con alta resistencia química.
Preguntas frecuentes
P1: ¿Por qué el envase de mis snacks se siente "grasiento" por fuera después de unas semanas?
A: Probablemente se trate de una migración de aceite. Si la capa barrera (generalmente el PE interno) no es compatible con las grasas específicas de su snack, el aceite puede migrar a través de la matriz polimérica. Es posible que necesite un recubrimiento antigrasa o una capa selladora de mayor densidad.
P2: ¿Cuál es la diferencia entre "sellado en frío" y "sellado térmico" para aperitivos?
A: El sellado térmico utiliza energía térmica para fundir el plástico. El sellado en frío utiliza un adhesivo sensible a la presión. El sellado en frío es preferible para aperitivos sensibles al calor, como las barritas de chocolate, donde el calor de las mordazas del envase derretiría el producto.
P3: ¿Cómo puedo evitar la "adherencia electrostática" al envasar aperitivos secos?
A: Los aperitivos secos, como los pretzels, generan mucha electricidad estática. Esto provoca que se adhieran partículas finas a la zona de sellado. La solución consiste en instalar barras ionizadoras en el borde de la máquina de conformado para neutralizar la carga antes de sellar la película.
P4: ¿Puedo utilizar envases 100% de papel en una máquina diseñada para plástico?
R: No sin modificaciones. El papel no es elástico, por lo que el sistema de tensión debe ser mucho más preciso. También deberá reemplazar el hombro de formación por uno diseñado para la geometría de plegado específica del papel para evitar que las fibras se agrieten.
P5: ¿Qué es "Hot Tack" y por qué debería importarme?
A: La adherencia en caliente (Hot Tack) es la fuerza del sellado mientras el producto aún está caliente. Si el producto es pesado (como 500 g de nueces) y la adherencia en caliente es baja, la parte inferior de la bolsa se abrirá en cuanto las nueces la toquen, incluso si el sellado hubiera sido fuerte una vez enfriado.
P6: ¿Cómo afecta el "Seguimiento de película" a mi OEE?
A: Si la película no se extiende en línea recta, la marca de referencia (el punto de registro) se desviará, lo que provocará que el diseño se corte en el lugar incorrecto. Esto genera un desperdicio del 5 al 10 % en líneas de impresión deficientes. Las máquinas HFFS de alta gama utilizan un sistema automático de guiado de bordes para corregir este problema en tiempo real.
P7: ¿Es mejor el embalaje "compostable" que el embalaje "reciclable"?
R: Depende de la infraestructura local. En regiones con compostaje industrial, las películas compostables son excelentes. Sin embargo, en la mayoría de los mercados, se prefiere el "monomaterial de alta barrera" (reciclable) porque se puede transformar en nuevos productos de plástico, lo que fomenta una verdadera economía circular.